
Lo primero que voltearías a ver sería la herramienta de corte. La cambias, ajustas el programa CNC o modificas parámetros de corte y el problema persiste.
Haciendo necesario revisar si la implementación o integración de un sistema de portaherramientas, sistemas de sujeción, medición, setup y control de procesos han sido los adecuados.
¿Qué es el runout y por qué afecta tanto al mecanizado?
Un control de una característica circular y su grado de variación con respecto al eje de rotación. La desviación se puede indicar en cualquier característica que gire sobre un eje.
En términos prácticos, significa que la herramienta no gira perfectamente centrada.
Zona de tolerancia GD&T:
Zona de tolerancia circular bidimensional definida por un eje de referencia donde deben encontrarse todos los puntos de la superficie llamada. Esta zona es una referencia directa a la característica de referencia.
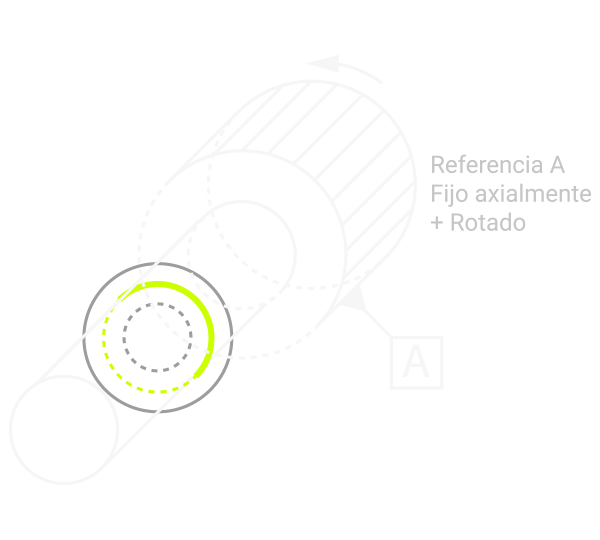
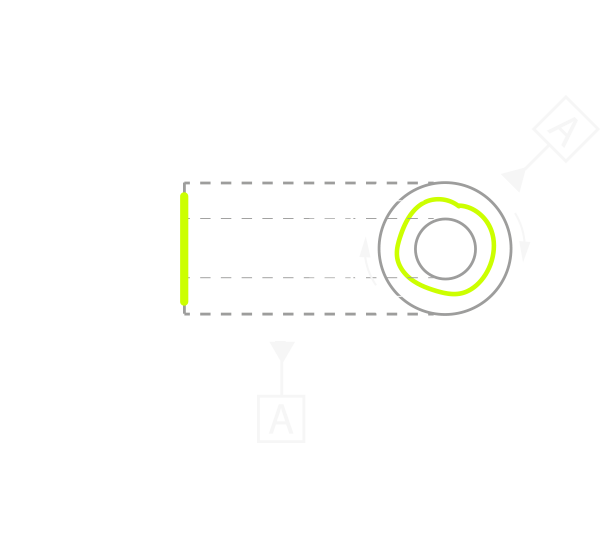 Se mide con un calibre de altura sobre la superficie de referencia. El eje de referencia se controla fijando todos los puntos de referencia y girando el eje central. La variación se mide con el calibre de altura, perpendicular a la superficie de la pieza. Si ésta no supera la tolerancia de desviación, la pieza cumple las especificaciones.
Se mide con un calibre de altura sobre la superficie de referencia. El eje de referencia se controla fijando todos los puntos de referencia y girando el eje central. La variación se mide con el calibre de altura, perpendicular a la superficie de la pieza. Si ésta no supera la tolerancia de desviación, la pieza cumple las especificaciones.
¿Por qué el runout reduce la vida de la herramienta?
Porque una herramienta con descentramiento genera cargas desiguales en los filos de corte, lo que produce desgaste irregular y vibración durante el mecanizado.
El verdadero origen del runout: el sistema completo
Cuando aparece runout en un proceso CNC, el origen suele encontrarse en alguno de estos elementos:
1. Sistema de sujeción de herramienta
La calidad del portaherramientas y chuck tiene impacto directo en el descentramiento.
Soluciones de alta precisión como las de Albrecht permiten alcanzar niveles de concentricidad extremadamente bajos cuando se utilizan correctamente.
2. Sistemas de mandrinado y herramientas ajustables
En operaciones de mandrinado, la precisión depende tanto de la geometría de la herramienta como de su capacidad de ajuste micrométrico.
Fabricantes como Pinzbohr y Canela Tools desarrollan sistemas diseñados específicamente para mantener estabilidad dimensional en aplicaciones de alta precisión.
3. Medición y verificación metrológica
Un error común es intentar resolver problemas de concentricidad sin contar con un sistema de metrología tecnológicamente adecuado:
Permiten identificar desviaciones de concentricidad, forma y posición que no son visibles en inspecciones convencionales. En segundos, directamente en planta.