
Cuando procesos aparentemente "capaces" generan rechazos, los clientes cuestionan la PPAP, se toman acciones correctivas innecesarias o se hacen inversiones en producción, tomando decisiones con base en datos incompletos, el problema es la estabilidad del proceso...
...Presentar índices Cp, Cpk, Pp o Ppk sin comprender qué representan realmente es no entender la capacidad real de un proceso.
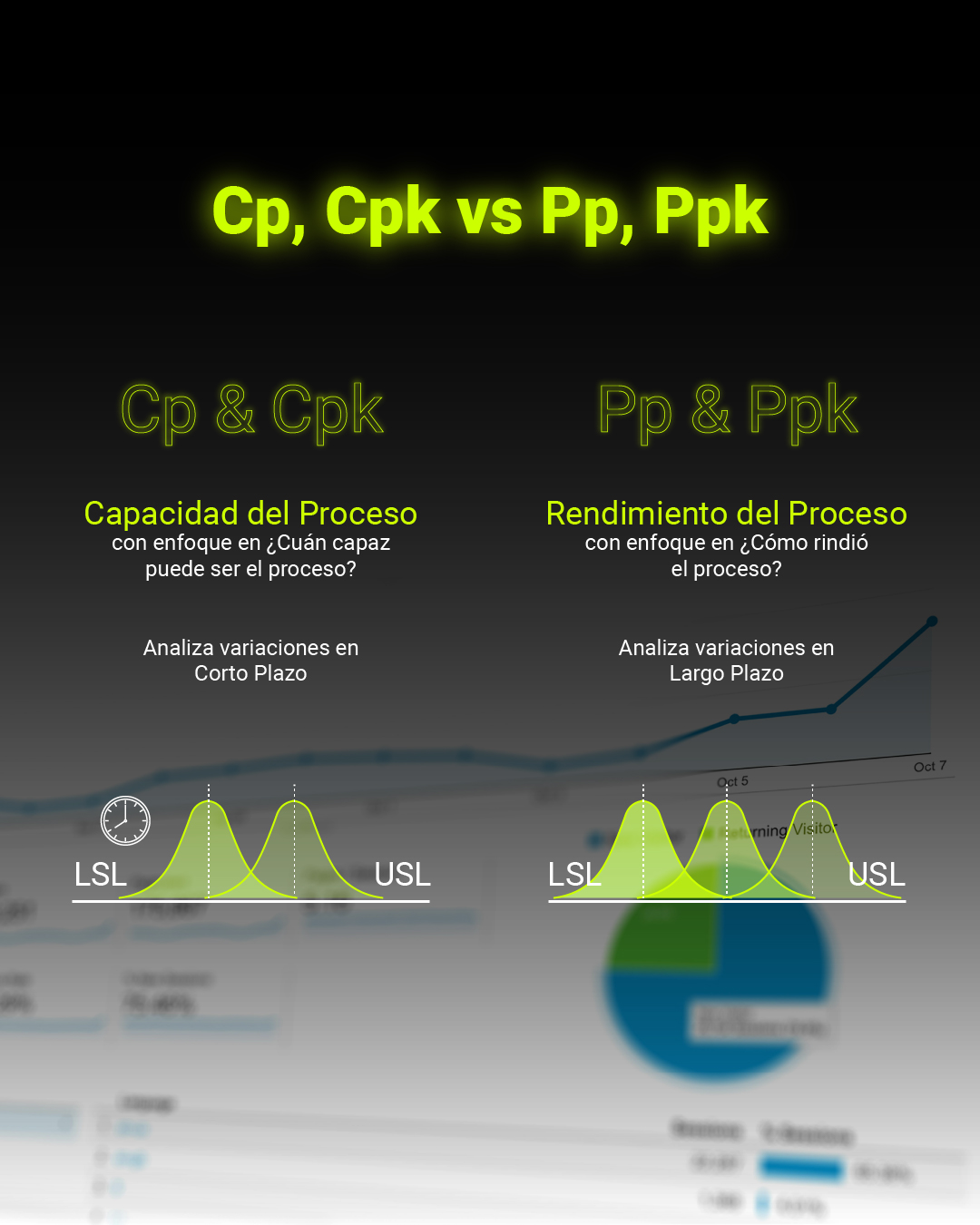
¿Qué son Cp, Cpk, Pp y Ppk?
Indicadores pertenecientes al Control Estadístico de Procesos (SPC) acerca de la capacidad de un proceso para producir piezas dentro de especificación; ¿cómo? Comparando variaciones en el proceso contra los límites de especificación, definidos por el cliente o ingeniería.
Los límites más importantes son: LSL (Lower Specification Limit) Límite Inferior de Especificación y USL (Upper Specification Limit) Límite Superior de Especificación.
El área entre ambos límites es la zona aceptable para la característica evaluada. Este estudio de capacidad responde la pregunta fundamental "¿la variación natural del proceso cabe cómodamente dentro de los límites de la especificación?" desde diferentes perspectivas.
¿Qué es Cp?
Indica la Capacidad de Proceso, evaluando la dispersión o variación del mismo. No considera si el proceso está desplazado hacia el LSL o USL.
Puede existir un CP elevado y, aún así, producir piezas fuera de tolerancia.
¿Qué es Cpk?
Índice de Capacidad del Proceso (Process Capability Index), incorporando un elemento adicional: la ubicación real del proceso, respecto a los límites de especificación.
Usualmente es considerado de alta importancia durante APQP, PPAP, IATF 16949, validaciones de nuevos procesos o aprobación de proveedores.
Una diferencia significativa entre Cp y Cpk indica que el proceso presenta problemas de centrado.
¿Qué es Pp?
Indica el Rendimiento del Proceso (Process performance), evaluando el desempeño global observado.
El Pp, a diferencia del Cp, utiliza la variación durante un periodo analizado. Este resultado considera cambios de turno, operadores, materia prima, condiciones ambientales, desgaste de herramientas y otras fuentes reales de variación.
¿Qué es el Ppk?
Índice de Rendimiento del Proceso (Process Performance Index). Es el equivalente de "desempeño global" con respecto de la posición del proceso.
Ppk considera la variación total, comportamiento real y centrado respecto a especificación.
Es considerado, por muchos clientes automotrices, uno de los indicadores más representativos de la realidad operativa.
Diferencia práctica entre Cp/Cpk y Pp/Ppk
Cp/Cpk miden capacidad potencial, respondiendo ¿Qué tan bueno podría ser el proceso en corto plazo?
Pp y Ppk responden ¿Qué tan bueno es realmente el proceso para el largo plazo?
Los cuatro indicadores son necesarios para comprender completamente la situación en una operación manufacturera.
¿Por qué muchos estudios de capacidad producen conclusiones incorrectas?
Como establece AIAG (2010), la confiabilidad del sistema de medición es un requisito previo para cualquier análisis estadístico del proceso.
Antes de realizar cualquier estudio Cp, Cpk, Pp o Ppk es indispensable ejecutar un MSA adecuado.
¿Qué problemas revelan los estudios de capacidad Cp, Cpk, Pp y Ppk?
- Si un proceso genera demasiada dispersión respecto a la tolerancia, existe una variación excesiva.
- Si el promedio del proceso está demasiado cerca del LSL o del USL, hay indicios de descentrado.
- Si el comportamiento cambia con el tiempo, el proceso demuestra inestabilidad.
- Si la variación aumentase progresivamente, es desgaste de herramienta.
- Si los resultados varían entre operadores o turnos, falta estandarización.
La metrología es crítica para obtener índices confiables, pues los índices de capacidad dependen por completo de la calidad de los datos. Los líderes en calidad entienden que mejorar el sistema de medición tiene mayor potencial para generar valor que aumentar la frecuencia de inspecciones.
¿Qué valoran realmente los OEM y Tier 1?
Spoiler alert: no buscan únicamente piezas conformes, sino evidencia objetiva de que el proceso es estable y repetible; que permita comprender sin un proceso puede cumplir consistentemente con sus requisitos.
Evidencia que demuestre control estadístico, madurez operativa, capacidad de manufactura y reducción de riesgos.
Ningún índice será confiable si las mediciones no lo son y por ello se debe fortalecer la infraestructura metrológica.
¿Cómo generar datos más repetibles, trazables y confiables para obtener mejores indicadores en un estudio de capacidad?
El verdadero fundamento de cualquier estrategia moderna de calidad, SPC y manufactura de clase mundial es la obtención de data confiable. Así se toman decisiones confiables también.
¿Qué índice de capacidad utilizan los OEM para aprobar procesos?
Respuesta corta: depende de la etapa del proyecto. Aunque en la industria automotriz, los OEM y proveedores Tier 1 suelen prestar especial atención a Cpk y Ppk.
- Durante APQP y PPAP iniciales: el objetivo es demostrar que el proceso tiene la capacidad potencial para producir dentro de especificación bajo condiciones controladas.
- Durante la producción en serie: que es cuando el proceso opera en condiciones reales, muchos OEM Consideran más representativo un Ppk (Índice de Rendimiento del Proceso).
Éste último, si es que hubiese que elegir un indicador para representar el riesgo real del proceso, es el más importante. Porque refleja el desempeño observado en condiciones reales de manufactura.
Es posible encontrar procesos con un Cpk alto que sean rechazados por un cliente si el Ppk es bajo o si el sistema de medición no es confiable, así es que, como regla práctica: Ppk indica el riesgo real que enfrentará el cliente.
En una decisión de aprobación de proveedor, el riesgo real suele tener más peso que el potencial teórico.